
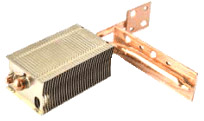
Solder paste welding
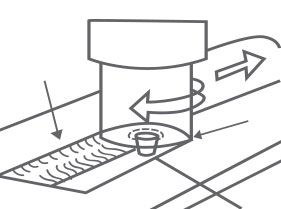
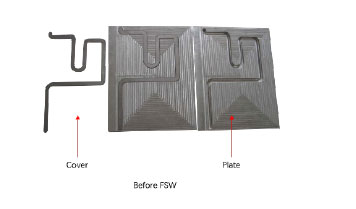
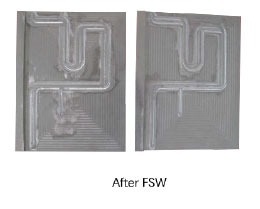
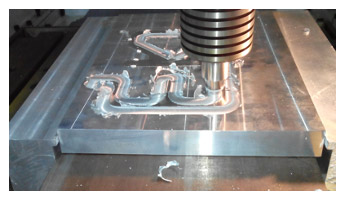
ProcessFriction stir welding
Process
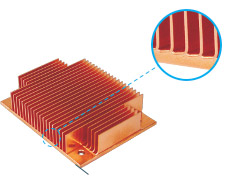
(鋁鏟齒)0.1-2.0mm
(銅鏟齒)0.1-1.2mm






NO.
Tooling Number
length of Tooling Head
Diameter of Tooling Head
Diameter of Tooling Body
1
AEE/PA/2mm/001
2.0
2.5
10
2
AEE/PB/2mm/002
2.0
2.3
8
3
AEE/PB/2.3mm/002
2.3
2.5
10
4
AEE/PA/2.5mm/001
2.5
2.5
10
5
AEE/PB/2.5mm/002
2.5
2.5
8
6
AEE/PA/3mm/001
3.0
3.5
12
7
AEE/PB/3mm/001
3.0
3.5
10
8
AEE/PB/3.5mm/003
3.5
3.5
11
9
AEE/PA/4mm/001
4.0
3.5
14
10
AEE/PB/4mm/008
4.0
3.2
12
11
AEE/PB/4mm/01155
5.0
2.8
10
Φ3mm
Φ4mm
Φ5mm
Φ6mm
Φ8mm
T=2.0mm
8W
12W
20W
25W
28W
T=2.5mm
10W
16W
32W
35W
45W
T=3.0mm
12W
18W
36W
47W
55W
Round
12W
18W
40W
55W
76W
Thickness of Heatpipe(mm)
Qmax change ratio
2.0~2.2
-40%
2.3~2.7
-30%
2.8~3.2
-20%
3.3~3.7
-15%
3.8~4.2
-10%
4.3~4.7
-5%
4.8以上
0%
the angle of bending
Qmax change ratio
9~10
-10%
11~15
-5%
16~20
-3%
21~25
0%
26~35
0%
36~45
0%
46以上
0%
the distance of segment difference
Qmax change ratio
0~5
-5%
6~10
-3%
11~15
0%
16~20
0%
21~25
0%
the angle of bending
Qmax change ratio
0~45
-10%
46~80
-5%
81~100
0%
101以上
0%
Times of bending
Qmax change ratio
0
0%
1
-5%
2
-10%
3
-15%
4
-20%
5
-25%
6
-30%
6以上
-30%
he Height distance of segment difference
Qmax change ratio
0~1.0
0%
1.0~1.5
0%
1.5~2.0
0%
2.0~2.5
±5%
2.5~3.0
±5%
3.0~3.5
±5%
3.5~4.0
±5%
4.1~5
±5%
5~6
±8%
6~7
±8%
7~8
±8%
8.1~9
±10%
9~10
±10%